TM 9-243
TYPES AND USES - Continued
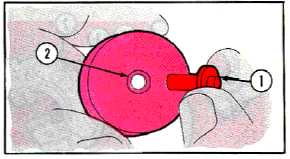
USING A RING GAGE
To check the shank diameter of a pivot stud.
1. Line the stud (1) up with the hole (2) and press in
gently. If the stud will not go in, the shank is too large.
If it will go in, the stud is not oversize.
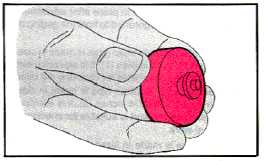
2. With the stud in the hole, check the piece for taper
and out-of-roundness by sensing any wobble.
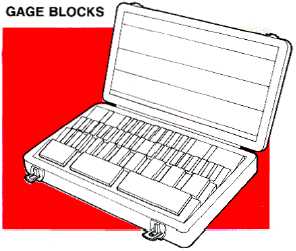
Gage blocks are available in sets of from 5 to as many
as 85 blocks of different dimensions. Precision gage
blocks are made from a special alloy steel. They are
hardened, ground, and then stabilized over a period of
time to reduce subsequent waxing. They are
rectangular in shape with measuring surfaces on
opposite sides. The measuring surfaces are lapped and
polished to an optically flat surface and the distance
between them is the measuring dimension. This
dimension may range from 0.010 inch up to 20 inches.
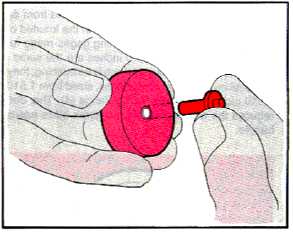
3. After checking the part in the GO gage, check it in
the NO GO gage. The stud must not enter this gage to
establish it as being between the desired limits.
NOTE
The GO ring gage controls the
maximum dimension of a part and
NO GO plug gages control the
minimum
dimension
of
a
hole.
Therefore, GO gages control the
tightness of fit of mating parts and
NO GO gages control the looseness
of fit of mating parts.
15-4