TM 9-243
SOLDERING – CONTINUED
The interchangeable copper tips are coated with iron,
.008 inch thick to reduce scaling and wear caused by tin-
copper alloying The tip is pre-tinned by dipping into pure
tin. These tips should never be filed. To clean the tip
and remove oxidation wipe it with cleaning pad.
The heat shunt is provided for use when working with
delicate precision components such as transistors,
diodes,
miniature
capacitors,
and
chokes.
The
excessive
heat
of
the
soldering iron will damage
the component if the heat
shunt,
which
dissipates
heat, is not used.
BASIC
SOLDERING
TECHNIQUES
TEMPERATURE
When soldering with rosin
core solder, temperatures
in excess of 600°F. must
be avoided or the rosin will
tend
to
carbonize
and
hinder rather than aid the
soldering
operation.
Efficient
soldering
is
promoted
by
using
a
soldering
iron
with
adequate heat storage capacity. Such a device will
maintain proper operating temperature in use. No
attempt to solder must be made by heating an undersize
or otherwise inadequate soldering iron to excessive
temperature.
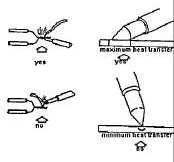
HEATING
The surfaces of the parts to be joined must be heated to
a temperature above the flow temperature of the solder
(400-600°F. for 60/40 flux cored solder).
NOTE
When working on vertical terminals, tin only one
surface of the iron to restrict solder flow to that side.
COOLING
Liquids are not to be used to cool a soldered joint. By
using proper solder and soldering techniques a joint will
not become so hot that it needs rapid cooling to prevent
the wire insulation from charring. In special cases
involving assemblies with polystyrene or other low
melting point insulation, the Insulation may be placed in
a cooling bath. However, in no case should the cooling
medium contact the soldered joint.
COPPER BIT SOLDERING IRONS
The heat transmitting ability of copper-bit soldering irons
is seriously impaired by the formation of oxides on the bit
surface. The formation of such oxides can be effectively
retarded
by
maintaining
a
liberal coating of
solder
on
the
surface of the bit.
Plated tips resist
corrosion and last
longer
because
the plating, unlike
copper,
is
not
affected
chemically
by
solder. These tips
should not be filed
or ground on the bench grinder. If cleaning is required,
the point of the iron should be dipped in flux and
retinned.
FLUX RESIDUE REMOVAL
After the joint has cooled, the residues from active fluxes
can be completely removed or neutralized using
Methylene Chloride or Tecsolve 928.
SOLDERING SAFETY PRACTICES
OBSERVE
THE
FOLLOWING
RULES
WHEN
SOLDERING:
1. Safety
glasses
or
appropriate eye protection
must be worn.
2. The soldering iron should be placed in the holder
when not being used.
3. Never try to remove solder
from the iron by flicking the
iron. This can put solder in
the eyes and on clothes; it
can also put a short in
equipment.
Use
the
cleaning pad provided.
4. Be careful to pick the iron up by the handle. Never
point with the iron or use it as a tool to straighten
terminals.
5. Unplug the iron if it is not to be used for a period of
time.
6. When returning the soldering iron to stock, be sure
that all excess solder is removed. It is good practice
to loosen the tip of the iron when not in use; this
prevents the tip from corroding tight on the handle.
53-9/(53-10 blank) Change 3