TM 9-243
USING A SOLID STRAIGHT - HOLE REAMER - Continued
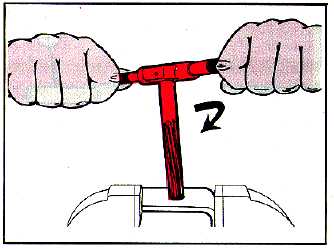
4.
Turn the wrench clockwise with a steady, firm
pressure until the reamer has been turned in the
hole. When reaming steel, use cutting oil or
machine oil to lubricate the tool. When reaming
soft iron, do not lubricate the tool. Turning the
wrench too fast or too slowly will cause the
reamer to chatter, producing an unevenly
reamed hole.
5.
Remove the reamer from the hole by turning the
wrench clockwise and raising the reamer at the
same time.
CARE OF REAMERS
1.
Keep reamers absolutely clean to do accurate
work.
2.
Do not use the reamer to remove more than
0.002 to 0.003 inches of metal. If the hole is too
small, enlarge it with a drill before reaming it.
3.
If the proper pressure is applied in use and the
reamer chatters, replace it to insure accurate
work.
4.
If the reamer edges are only slightly dulled,
honing the edges on an oilstone may restore the
sharpness. On an adjustable reamer, the
blades may be replaced.
5.
To prevent chipping or dulling the reamer when
you are reaming a hole, turn the reamer in the
cutting direction only.
6.
To prevent damage to the reamer for short-term
storage, wrap it in an oily cloth and keep it in a
box.
7.
For long-term storage, clean reamer thoroughly
and coat with rust-preventive compound. Wrap
each reamer separately in oiled cloth and store
in a dry, safe place.
39-4